Home
About Us
company profile
Factory Tour
Quality Control
Products
Steel Pipe Flange
B16.5 Steel Pipe Flange
Steel Pipe Flange Dn200
Carbon Steel Forged Flange ISO7005
DIN Pipe Flange
Carbon Steel DIN Pipe Flange
Din Pipe Flange En1092-1
Stainless Steel Din Pipe Flange
ANSI Pipe Flange
ANSI Pipe Flange Forged
Forged Carbon Steel Flanges CLASS300
Carbon Steel Forged Flange Weld
GOST Standard Flanges
stainless steel forged flanges DN500
Pipeline Forged Stainless Flanges
GOST Standard Flanges DN1000
BS 4504 Flange
BS 4504 Flange Carbon Steel
BS4504 Flange Pipe Fitting
PN16 BS 4504 Flange
EN 1092 Flange
Aerospace Industry EN 1092 Flange
EN 1092 Steel Forged Flange
DN100 BS10 Flange
JIS B2220 Flange
JIS B2220 Flange 5K
jis flange 10k
JIS B2220 Flange Standard Sealing
Carbon Steel Pipe Fittings
Inch Carbon Steel Pipe Fittings
Butt Weld Pipe Fittings Carbon Steel
Carbon Steel Pipe Fittings Black
Stainless Steel Flange
Stainless Steel Flange ISO9001-2008
Rust Proof Stainless Steel Flange
ISO9001-2008 Ss Weld Neck Flange
Stainless Steel Pipe Fittings
ANSI Stainless Steel Pipe Fittings
Stainless Steel Pipe Fittings SCH40
EN Standard Stainless Steel Pipe Fittings
Pipe Fittings Elbow
Pipe Fittings Elbow A234
Carbon Steel Buttweld Fittings Long Radius
MS 1.5D Carbon Steel Buttweld Fittings
Pipe Fittings Cap
Pipe Fittings Tee
Pipe Fittings Reducer
Carbon Steel Pipe
Contact Us
Request A Quote
English
French
German
Italian
Russian
Spanish
Portuguese
Dutch
Greek
Japanese
Korean
Arabic
Hindi
Turkish
Indonesian
Vietnamese
Thai
Bengali
Persian
Polish
Sorry! This product is no longer available.
Let's see if there are any related products that interest you
Recommended Products
GOST33259 Standard Carbon Steel PN16 PN25 Flange Forging Flange
Slip On Carbon Steel Forged Flange PN16 CLASS150 Yellow Painting
ANSI CLASS300 DN100 WELD NECK FLANGE RAISED FACE STEEL FLANGE
Black Painting Pipe Fittings Cap Sch40 Steel Pipe Caps Sealing Surface
Black White Forged Flange Gost 12820 ISO9001 2008 Certificate
Welding Neck Din 2576 Pn10 Flange Pn16 For Pipe Fitting
EN1092 DN200 Steel Pipe Flange BS4504 PN16 FLANGE For Petrochemical Industy
Ansi Class300 Dn100 Screwed Steel Threaded Flange Clear Lacquer
ASTM A106B A53B Carbon Steel Pipe ISO PED CE Seamless Steel Tube
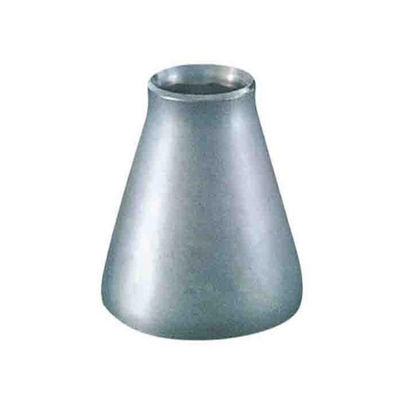
A234 WP1 Pipe Fittings Reducer CT20 Q235 Carbon Steel Concentric Reducer
Carbon Steel Pipe Fittings Reducer Sch40 Concentric Pipe Reducer
Forged Pipe Fittings Cap ANSI ASME B16.9 Carbon Steel Cap Butt Weld
GOST Standard 20# Pipe Tee Fitting A234 WPB CT20 Q235 Material
Carbon Steel Sch40 A234 Wpb Fittings ISO CE ABS certificated
Stainless Steel Sch40 Seamless Equal Tee ASTM/JIS/DIN/BS/GB Standard
Sch40 Carbon Steel Reducing Tee Black White A234 WPB CT20 Q235
ASME B16.9 Reducing Tee Pipe Fitting SCH40 ASTM A23 WPB
Carbon Steel Ct20 Pipe Fittings Tee for Petroleum chemical power plant
power plant Pipe Fittings Tee DIN STANDARD A234 Wpb Tee
Equal Tee Pipe Fittings Tee Carbon steel sch40 SCH5S~XXS Wall Thickness